Как правильно просверлить отверстие
Правильно подобранный инструмент и соблюдение технологии позволяют качественно просверлить заготовку даже из толстого металла. Если глубина прохода превышает диаметр сверла в 5 и более раз, рекомендуют смазывать движущиеся элементы для отвода тепла из зоны обработки. Для получения качественного отверстия мастер должен знать особенности эксплуатации сверлильного инструмента, а также тонкости подготовки поверхности перед работой.
Как вставить или извлечь сверло из инструмента
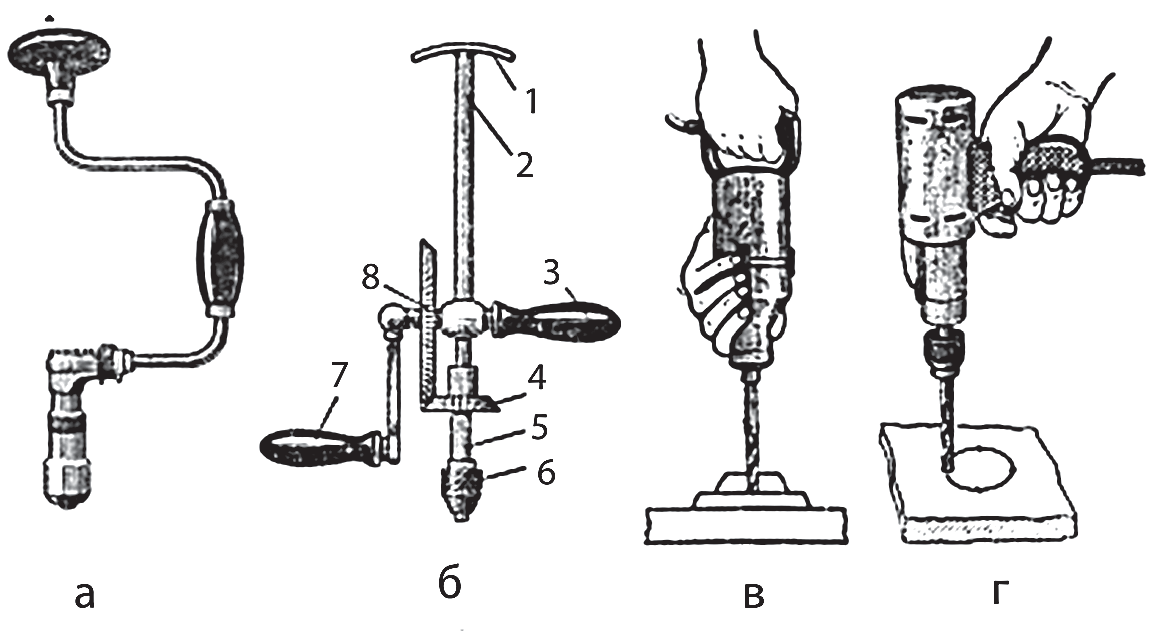
В первую очередь мастер должен узнать, как вставлять сверло в шуруповерт, электродрель, перфоратор или другой ручной инструмент. Современные приспособления для сверления оснащены кулачковыми патронами. Они состоят из следующих элементов:
- металлического корпуса;
- зубчатого кольца, которое вращается вокруг внешней части патрона;
- кулачков, расположенных внутри узла;
- зажимного ключа.
Кольцо вращается вокруг оси приспособления. В процессе движения кулачки сближаются, зажимая хвостовую часть сверлильного инструмента. Так вставляют сверло в дрель. Такая конструкция отличается высокой надежностью благодаря простоте исполнения. Кроме того, она позволяет использовать сверла любого диаметра. Чтобы вытащить сверло из дрели, необходимо повернуть кольцо в обратную сторону. Кулачки разойдутся, что позволит достать инструмент.
![]()
Разметка будущего отверстия
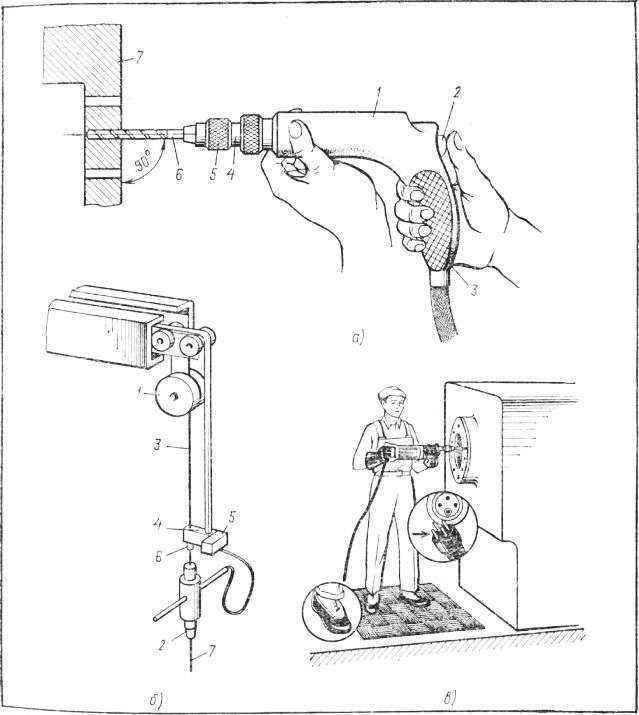
Разметка отверстия – важный этап сверления. Для этого используют кернер. Им отмечают место соприкосновения сверла с поверхностью заготовки. Также можно использовать обычный маркер, однако в процессе сверления нужно будет следить, чтобы инструмент находился в заданной точке. Ударом молотка по кернеру создают небольшое углубление, которое отлично подходит для острия сверла. Для повышения точности работ используют технологию предварительного сверления. При смещении от центра с помощью зубила делают насечки, которые направляют сверло в нужную сторону.
Шаблон удобно использовать при обработке нескольких заготовок. Например, для одновременного сверления нескольких листов, соединенных струбциной.
![]()
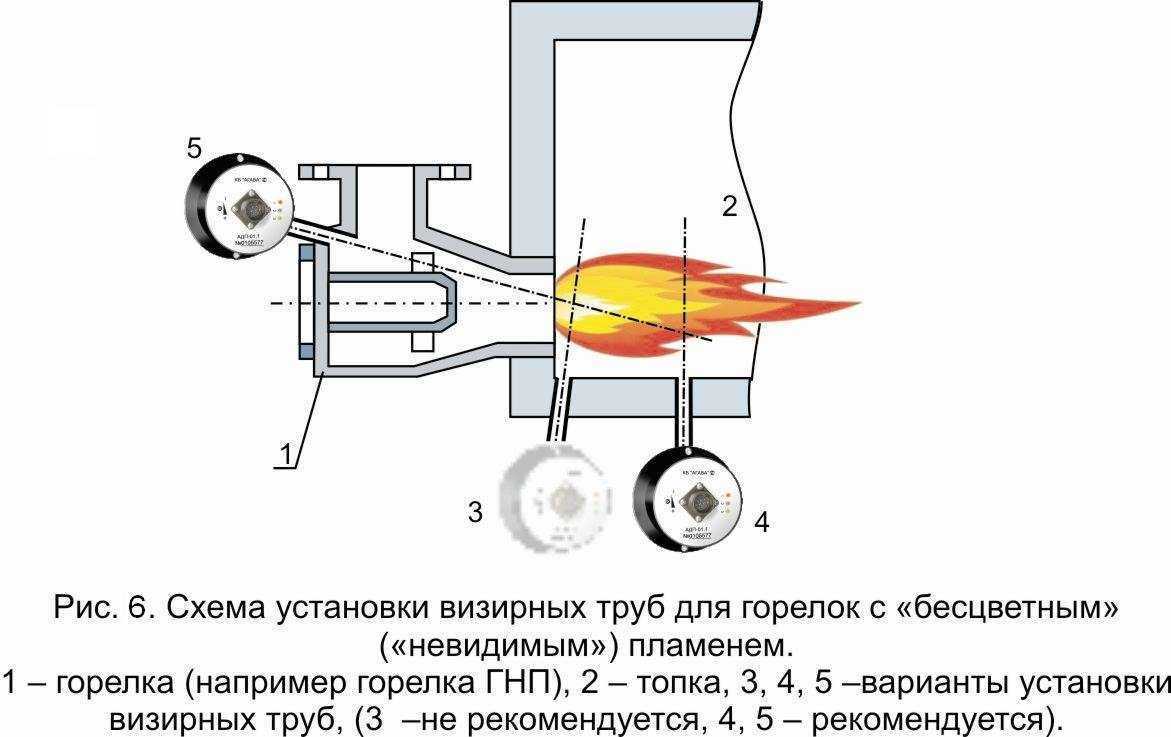
Для получения точного отверстия, расположенного под определенным углом, используют специальные кондукторы. Они представляют собой планку небольшого размера с шаблонами для отверстий. Кондукторы применяются во многих отраслях промышленности. Сейчас существует множество видов, среди которых:
- накладные;
- поворотные;
- универсальные;
- скользящие;
- закрепляемые.
Выбор режима и скорости
Скорость сверления и подачи инструмента зависит от используемых сверл и их диаметра. С увеличением размера уменьшается число оборотов
Кроме того, следует обращать внимание на прочность материала. Например, для сверления латуни толщиной 8 мм оптимальная скорость вращения составляет 2500 об/мин
Для нержавеющей стали с теми же габаритами этот показатель находится на уровне 8000 об/мин. Это связано с тем, что нержавейка является более прочным материалом. Красивая и длинная стружка говорит о том, что параметры сверления выбраны правильно.
Применение охлаждающих и смазочных материалов
Сверление отверстий в изделиях, сделанные из стали стандартным стальным сверлом и по обыденный технологии не рекомендуется ввиду особенной структуры сплава, которая отличается завышенной вязкостью. Внедрение обыденного сверла приводит для того, что при работе происходит избыточно сильный нагрев всех частей, которые там участвуют, что может плохо повлиять на рабочий инструмент и финишное качество.
Чтобы избежать заморочек при самостоятельном сверлении и сделать отверстие правильно и очень ровно употребляют качественные охлаждающие воды, которые сходу выступают и смазочным материалом.В промышленных масштабах действуют мощные сверлильные станки и оборудование, которое обустроено системой автоматической подачи воды. Некоторые мастера оборудуют похожим приспособлением и старые по другому говоря самодельные станы, сооружая его основываясь на насоса от авто помпы или другого подходящего варианта.
Распространенной и грубой ошибкой начинающих мастеров является окунание сверла в воду в свое время работы. Другими словами сначала делают отверстие насухо, позже раскаленный стержень опускают в холодный раствор. Поступать так категорически нельзя, это понижает свойства детали, на определенном шаге заготовка сломается, тоже касается и самого рабочего инструмента.
Состав, который употребляют при сверлении нержавейки почти всегда делают основываясь на смеси технического масла или других видов с высокими показателями вязкости и коллоидной серы, протертой в порошок (которую часто употребляют для процедуры окуривания в садоводстве и виноградарстве.). Эти два элемента соединяют вместе в равных пропорциях и получают подходящий для качественной работы охлаждающий материал. Более действующим вариантом остывания является раствор на базе серы и жирных кислот. Последние просто получить без помощи других по следующей технологии:
малеханькой кусок хозяйственного мыла стандартной марки измельчают до порошкообразного состояния;добавляют в емкость воду системы жаркого водоснабжения (70-80 градусов) и как следует что остается сделать нашему клиенту перемешивают;в незначительно остывший раствор добавляют несколько капель технической кислоты (соляной);через несколько минут, когда по образуются надлежащие жирные пузырьки, их «гасят» множеством охлажденной по другому говоря ледяной воды.
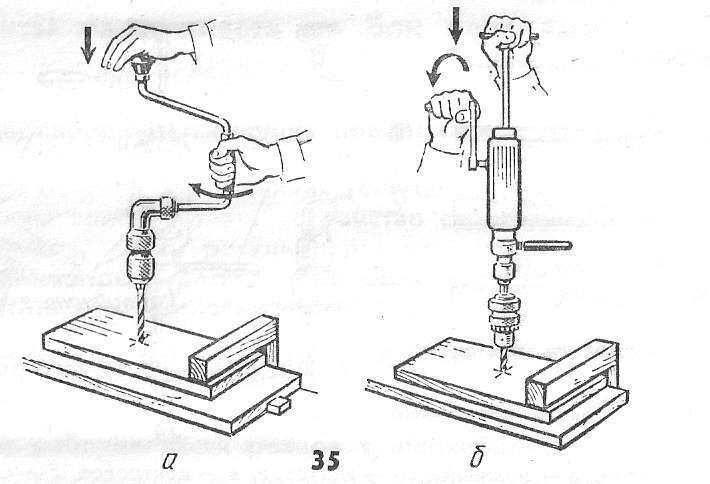
Как сверлить дрелью ?
Что бы разобраться как правильно сверлить дрелью металл, нужно вывести ряд основных правил, от которых не желательно отходить:
- Вам понадобиться дрель или шуруповерт, керн с молотком, средства защиты-очки и средство для охлаждения сверла(чаще всего машинное масло).
- В начале работ нужно разметить центр отверстия
- Надеть защитные средства. Стружка может легко отскочить в глаза. После чего извлечь от туда будет проблематично без специализированной врачебной помощи.
- Накернить центр отверстия.
- Начинать сверление на малых оборотах
- Периодически доставать сверло из отверстия очищая от стружки и охлаждая в масле.
Соблюдая выше изложенные правила и последовательность, можно без проблем делать отверстия любого диаметра. При выполнении которых срок годности сверла будет максимальным, за счёт выдержки малых оборотов и его охлаждения в масле.
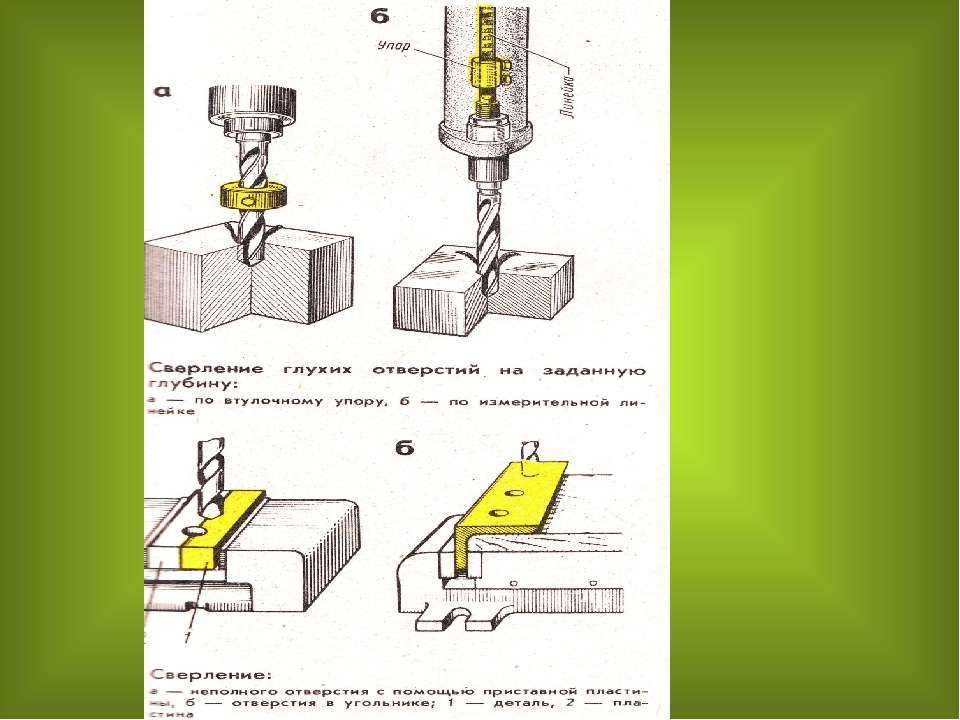
На большом количество дрелей можно установить ограничитель глубины, который позволяет настраивать глубину сверления. Он может понадобиться вам при сверлении глухих отверстий.
Как сверлить дрелью деревянные поверхности
Древесины самый легкий для выполнения сверлений материал. Но числятся некие особенности технологического процесса, которые нужно обязательно соблюдать, чтобы не попортить не поверхность и чтобы не сломать оборудование. Скоростные свойства зависят от типа древесного покрытия. Рыхлые образцы поддаются сверлению просто. Выделяют следующие виды оснастки по дереву:
- плоские по другому говоря перьевые;
- витые, они же односпиральные;
- коронки, также называются кольцевыми сверлами;
- цилиндрические насадки типа Форстнера.
Выбираем сверло. Обычно, для маленьких отверстий (менее 1,2.4 см) употребляют оснастку по металлу, если нужен больший поперечник придется раскошелиться на спец сверло по древесине.
Для большущих отверстий необходимо использовать кольцевые коронки. Для выполнения сверлений глухих зон отлично подойдут коронки типа Форстнера.
Особенное внимание необходимо уделить сверлению бруса. Вопреки тому, что он прибыльно фиксируется, его толщина часто становится плохим фактором, осложняющим работу
Если брус стандартного размера, то, обычно, берут сверла до 25 мм. Процесс сверления всегда проходит на маленьких оборотах.
Безопасность, общие советы
При работе с электроинструментом важно помнить о безопасности человека и не допускать преждевременного износа инструмента и возможного брака. В связи с этим мы собрали некоторые полезные советы:
- Перед работой нужно проверить крепления всех элементов.
- Одежда при работе на станке или с электродрелью не должна быть с элементами, способными попасть под действие вращающихся частей. Глаза от стружки защитите очками.
- Сверло при приближении к поверхности металла должно уже вращаться, иначе оно быстро затупится.
- Вынимать сверло из отверстия нужно, не выключая дрель, по возможности снижая обороты.
- Если сверло не углубляется в металл, значит, его твёрдость ниже, чем у заготовки. Повышенную твёрдость у стали можно выявить, проведя по образцу напильником — отсутствие следов свидетельствует о повышенной твёрдости. В этом случае сверло нужно выбирать из твёрдого сплава с присадками и работать на низких оборотах с небольшой подачей.
- Если сверло маленького диаметра плохо закрепляется в патроне, намотайте на его хвостовик несколько оборотов латунной проволоки, увеличив диаметр для захвата.
- Если поверхность заготовки полированная, наденьте фетровую шайбу на сверло, чтобы гарантировано не нанести царапины даже при соприкосновении с патроном дрели. При закреплении заготовок из полированной или хромированной стали, используйте прокладки из ткани или кожи.
- При изготовлении глубоких отверстий прямоугольный кусочек пенопласта, насаженный на сверло, может служить измерителем и одновременно, вращаясь, сдувать мелкую стружку.
рмнт.ру
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.





Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления, необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала, сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла, могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд
На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок.
Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Использование смазочных материалов
Работая сверлами по нержавеющей стали, нельзя забывать про применение охлаждающих смесей. Связано это с тем, что просверливаемый материал имеет высокий показатель вязкости. Из-за этого перегревается оснастка, сплав. Если сверление проводиться с помощью станка, необходимо установить специальную систему, которая будет подавать охлаждающие жидкости в рабочую зону.
Можно приготовить эффективную охлаждающую смесь в домашних условиях. Пошаговая инструкция:
- Натереть на крупной терке хозяйственное мыло.
- Добавить горячую воду, тщательно перемешать.
- Мыльный раствор разбавить технической соляной кислотой.
- Дождаться всплывания жирный кислот на поверхность мыльного раствора. Добавить небольшое количество холодной воды.
После этого необходимо подождать пока жирные кислоты затвердеют аккуратно снять поверхностный слой. Для работы жирные кислоты разбавляются водой в пропорции 1 к 6. Полученным составом смазывают рабочую зону, оснастку.
Особенности нержавейки и выбор сверла
Нержавеющая сталь широко распространена в бытовой и промышленной сфере. Она представляет собой качественный металлический сплав, устойчивый к коррозии и воздействию различных агрессивных сред. В быту часто используют этот материал для изготовления сантехнических приборов, столешниц, труб и т. д. В процессе ремонта или строительства иногда возникает необходимость просверлить ту или иную деталь, выполненную из этого металла.
![]()
Важным нюансом при сверлении нержавеющих сталей, наряду с правильным подбором охлаждающих жидкостей и технологии проведения работ является качественное сверло. Многие специалисты и по сей день отдают предпочтения проверенным временем и очень прочным кобальтовым вариантам(СО-5), которые также подходят для проделывания отверстий в жаропрочных видах металла или чугуне без необходимости применения предварительной центровки.
![]()
Эти модели ранее изготавливали на основе стальных сплавов с 5% кобальта в своем составе или из высокопрочных сталей типа Р-18 с добавлением этого химического элемента. В наши дни их сложно отыскать на рынке строительных материалов те виды, которые соответствовали советским нормам ГОСТ — 10902-77, так как они практически не производятся в промышленном объеме.
![]()
Чаще всего большинство отечественных производителей просто покрывают детали «золотистым» слоем кобальта, но при этом его самого в составе заготовки содержится минимально или вовсе нет. Такая технология позволяет добиться улучшения параметров скольжения, но не добавляет стержню никакой прочности.
![]()
На рынке существуют аналоги «настоящих» кобальтовых вариантов зарубежного производства, характеристика которых соответствует стандартам DIN — 338 или 336, а маркировка содержит аббревиатуру HSS-C или просто NHSS. Такие типы сверел также изготавливают из высокопрочных сталей с обязательным содержанием не менее 5% кобальта в составе сплава (среди производителей стоит отметить такие фирмы как Bosch; Ruko; Gross; Hagwert;Hilti и др.
![]()
Преимуществом их является высокая твердость материала, из которого они сделаны и специально затупленный угол заточки наконечника, что делает их пригодными для работы с любыми видами «тяжелых» металлов. Единственным минусом может стать цена, которая заметно выше чем у обычных вариантов стандартных сверел.
Стальные коронки и конические сверла для нержавейки
Помимо кобальтовых вариантов различного диаметра и прочности под нержавейку применяют и другие сверла из металлических сплавов большой твердости с максимально острой заточкой для плотных материалов, которая, как правило, выполнена только по одной режущей стороне. Выбор сверла и рабочего инструмента зависит от марки нержавеющей стали, толщины обрабатываемой заготовки и выбранного технологического процесса.





![]()
Если необходимо проделать крупное отверстие (от 14 мм в диаметре и выше.) используют специальные кольцевые сверла или коронки. Они имеют дополнительную зажимную оснастку, патрон и сверлильную головку различных размеров, которые по таблицам соответствуют дюймовым и метрическим стандартам под трубные и другие популярные изделия из нержавейки.
![]()
При небольших показателях толщины (1-2мм), рассверлить нержавейку можно простым стальным сверлом, но только если его режущая часть заточена под угол 120 градусов. При этом электроинструмент настраивают на минимально возможные обороты (100об/мин), чтобы не допустить разлом резца, а также перегрева и выхода из строя самого инструмента.
![]()
Для сверлильной обработки листовой, пищевой и особо тонкой нержавейки (меньше 0,9 мм) применяют специальные ступенчатые или конусные сверла по металлу. Их особенность заключается в том, что рабочая часть детали выполнена в виде спирали с кольцевыми переходами различного диаметра.
![]()
Это позволяет во время сверления точно определить какое отверстие по размеру проделано на определенном этапе работы. В таких случаях (при совсем небольшой толщине) такие виды способны заменить целый набор деталей для нержавеющей стали, включая круглые коронки и обычные сверла с различным типом заточки.
Сверла по нержавейке — какие стоит брать, а какие нет?
![]() Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
![]()
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
http://bezhelme.ru
Маркировка сверла
Чтобы просверлить нержавейку, необходимо использовать специальную оснастку. Любые сверла, в том числе и по нержавеющей стали, имеют определенную маркировку. Она указывает на технические характеристики, материал и размер оснастки.
Основные обозначения:
- Буква «М» — указывает на наличие молибдена в составе изделия. Его процентное количество обозначается цифрой, идущей после этой буквы.
- Буква «Р» — оснастка изготовлена из быстрорежущей стали. Процентное содержание вольфрама обозначается цифрой.
- Буква «К» — указывает на наличие кобальта в составе сплава. Его количество обозначается цифрой.
Зарубежные производители делают маркировку HSS, которая содержит информацию о легирующих компонентах, их количестве:
- HSS-TiN — во время производства на поверхность оснастки наносится титановое покрытие. Благодаря этому увеличивается показатель прочности, износоустойчивости. Технические характеристики не изменяются при нагревании до 600 градусов по Цельсию.
- HSS-Е — в составе содержится кобальт.
- HSS-Е VAP — специальные буравчики, предназначенные для сверления нержавеющей стали разной толщины.
- HSS-R — буравчики с повышенным показателем прочности. Применяется для сверления бронзы, чугуна, латуни, мельхиора.
- HSS-4241 — оснастка, предназначенная для работы с алюминиевыми заготовками.
Related Posts via Categories
- Бесшовные трубы ГОСТ 8734-75 – сортамент и все характеристики и особенности
- Температура плавления и использования нержавеющей стали – что важнее?
- Плотность нержавеющей стали – отечественные марки и стандарт AISI
- Марки коррозионностойких сталей – Как улучшается прочность и свойства металла?
- Легированные конструкционные стали – специальные сплавы для особых случаев
- Состав нержавеющей стали – какие типы антикоррозийных сплавов существуют
- Нержавеющая сталь – проведем классификацию без избытка цифр
- Углеродистая сталь – свойства и сферы применения
- Низколегированные стали – востребованные современной промышленностью сплавы
- Термообработка нержавеющей стали – особенности сложного процесса!
2 Тонкости сверления нержавеющей стали
В тех случаях, когда выполняется сверление отверстий в горизонтальной плоскости, подготовленную жидкость для охлаждения рекомендуется наливать в небольшую шайбу из резины либо в пробку и осуществлять процедуру через нее. При обработке вертикальных конструкций можно на места сверления отверстий прикреплять шарик из парафина. Это существенно облегчит процесс – вы сможете легко просверлить изделие, находящееся в неудобном пространственном положении.
![]()
Другая особенность сверления отверстий в «нержавейке» заключается в том, что сверлильный станок либо электрическую дрель, которые используются для осуществления процедуры, нужно ставить на минимальные обороты. Их число может варьироваться от 100 до 600 в минуту. Если вы зададите большее количество оборотов, даже качественный смазочный состав не сможет эффективно охлаждать рабочий инструмент.
![]()
Полезные советы
Работа с таким прочным металлом – это не простая задача, так как требует определенных знаний и умений от человека
Стоит обратить внимание на рекомендации профессиональных строителей, которые дают полезные советы, как просверлить нержавейку в домашних условиях новичку
![]()
Как лучше всего сверлить большие отверстия
Если вам нужно просверлить нержавейку под смеситель большего диаметра, лучше сначала сделать отверстие сверлом меньшего размера, а затем сверлом большего диаметра. При необходимости сверление можно разделить на этапы, делая последовательные отверстия с постепенно увеличивающимися диаметрами сверла. Стоит помнить, что диаметр меньшего сверла должен быть как минимум таким же, как стержень большего сверла. Сердцевина — это кратчайшее расстояние между двумя режущими кромками сверла.



При такой системе работы сверление сверлом большего размера будет намного эффективнее из-за меньшей вероятности его скольжения по поверхности, в которой хотим создать отверстие.
![]()
Как отрегулировать скорость сверления в зависимости от материала
Существует старое правило – чем тверже материал, в котором хотите просверлить отверстие, тем меньше число оборотов в минуту.
Наиболее распространенной ошибкой при сверлении является использование всегда слишком высокой скорости, не приспособленной к обрабатываемому материалу.
![]()
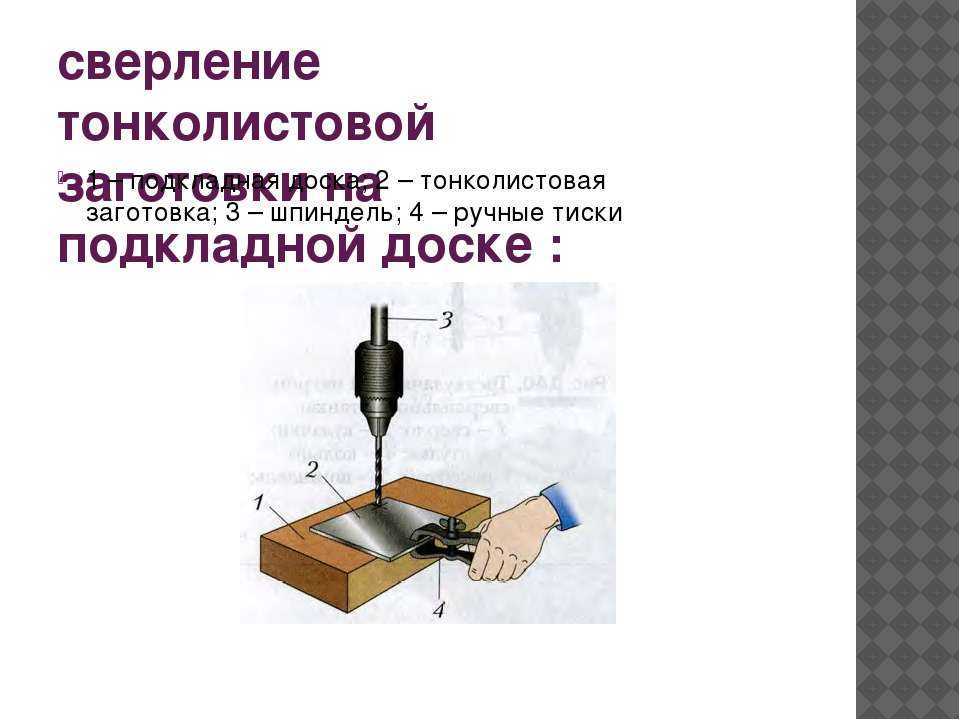
Как сверлить тонкие листы
Распространенной ошибкой, особенно среди неопытных людей, является удержание в руке тонкого листа металла во время сверления. Когда сверло проходит через тонкий лист, очень велика вероятность того, что инструмент заклинит и вырвет лист из руки, травмируя при этом человека. Чтобы этого избежать, лист нужно хорошо закрепить, например, между двумя деревянными брусками.
Как заточить сверло по металлу
Необязательно выбрасывать сверло, потерявшее свои первоначальные режущие свойства. Можно попробовать заточить его как в специализированной мастерской, так и самостоятельно. Чтобы это сделать в домашних условиях и не испортить его, необходимо иметь специальный инструмент для этой процедуры. Можно попробовать и без приспособления, но в этом случае требуется большая практика, чтобы делать это правильно и в соответствии с поведением — формой сверла, с учетом всех углов заточки.
https://youtube.com/watch?v=EaC-S1KSP1w
Советы и инструкция, как сделать отверстие в металлическом листе, помогут быстро просверлить нержавейку. Главное в этом деле не спешить и помнить о мерах защиты. Все инструменты должны быть качественными, без каких либо дефектов.
Использование смазочных материалов
Чтобы процедура не закончилась неудачей, нужно использовать охлаждающие материалы. Всё дело в том, что нержавеющая сталь отличается повышенной вязкостью. В процессе работы нагрузка приходится одновременно на сверло и материал, в результате чего, может произойти перегрев либо одного, либо другого
Поэтому так важно предусмотреть, чем охлаждать инструмент
Когда сверлить приходится много, разумнее пристроить к станку автоматическую подачу смазочных материалов. Если сверление единичный и редкий случай, то обрабатывают сверла непосредственно перед сверлением. В качестве смазочного материала используют смесь из машинного масла и серы. При этом серу можно взять как коллоидную, так и для окуривания, хорошо известную, как «серный цвет».
Если она была приобретена в виде порошка, то вещество просто смешивают с машинным маслом. Когда же сера кусковая, то ее предстоит еще перетереть. Действенной охлаждающей смазкой является смесь серы с жирными кислотами, которые можно получить дома из обычного хозяйственного мыла.
Для этого выполняются следующие действия:
кусок мыла натирают, а полученную массу заливают горячей водой;
техническую соляную кислоту осторожно вливают к мыльному раствору;
когда на поверхность всплывут жирные кислоты, влить холодную воду;
дождаться, пока они затвердеют и снять верхний слой.
При создании охлаждающего материала жирные кислоты и сера берется в пропорции 6:1. Потраченные усилия и время оправданы, потому что такой состав поможет просверлить даже самую толстую нержавеющую сталь.
![]()