
Вертикальные фрезерные станки

Станочное оборудование очень разнообразно. Среди него стоит отметить фрезерные станки, которые составляют достаточно серьёзную долю металлорежущего оборудования. Фрезерный станок незаменим при обработке разнообразных фасонных деталей. Все, изготовленные при помощи фрезера элементы, способны работать значительно дольше.
Объясняется это тем, что фрезерный станок более статичен, работает спокойно, без ударов и колебаний. Наиболее распространенным вариантом фрезерного станка является оборудование с вертикальным шпинделем.
Дмитровский завод фрезерных станков предлагает купить вертикальный фрезерный станок и дополнительное оборудование от производителя по лучшей цене.
Важно: Вертикальный фрезерный станок, как правило, изготавливается на основе горизонтального типа оборудования. Изменения претерпевают только станина и коробка скоростей
Основные характеристики
Фрезерный станок называется вертикальным, потому что шпиндель располагается строго вертикально области стола. Впоследствии на шпиндель крепятся заготовки.
Важно: Вертикальный фрезерный станок является одним из первых устройств, которые стали применятся при обработке металлических изделий. Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью
Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
Оборудование этого типа достаточно жесткое и позволяет обрабатывать крупные детали с максимально высокой точностью. Разнообразие выполняемых операций при помощи такого станка достигается путем разных типов фрез, среди которых:
- Торцевые;
- Фасонные;
- Цилиндрические;
- Концевые.
Также при помощи вертикального фрезерного станка часто выполняются сверлильные работы. Но и это далеко не всё, на что способен этот тип оборудования. Данный вид фрезерного станка также предназначен для следующих работ:
- Нарезка пазов;
- Нарезка зубчатых краёв, углов, зубьев и рамок;
- Зенкерование и растачивание отверстий деталей и другое.
Важно: Вертикальный фрезерный станок способен работать с различными металлами и сплавами, а также пластическими массами. Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
Дмитровский завод фрезерных станков предлагает купить широкое разнообразие моделей вертикальных фрезерных станков:
- 6ДМ12
- 6ДМ13
- 6К11
- 6К12
- 6Т12
- 6Т13
Виды
Фрезерные вертикальные станки подразделяются на 2 основных вида:
- Фрезерный станок без консоли. Этот вид оборудования имеет стол, расположенный на статичной станине. Он может перемещаться в продольном и поперечном направлении.
- Консольно-фрезерный станок. Этот вид оборудования оснащен подвижной консолью. На ней располагаются салазки и стол. Консоль способна перемещаться в трёх разных перпендикулярных направлениях. На ней также смонтирована специальная коробка подачи. Консольно-фрезерные станки являются оборудованием нового поколения, они способны максимально оптимизировать работу и ускорить производственную часть.
Важно: Наш завод идёт в ногу со временем. В нашем каталоге можно найти консольно-фрезерные вертикальные станки высочайшего качества с широким спектром функциональных возможностей
Также фрезерные станки вертикального типа подразделяют на категории, согласно их характеристикам
При выборе станка требуется обратить внимание на следующие важные детали:
- Мощность силовой установки.
- Наличие системы охлаждения.
- Количество оборотов головки шпинделя.
- Тип управления (электронный или ручной).
- Ограничения по габаритам заготовки или конкретных деталей.
- Количество скоростей.
Дмитровский завод фрезерных станков предлагает приобрести высокоточное оборудование от производителя. Мы гарантируем высокое качество и длительные сроки эксплуатации оборудования. Модели, представленные в каталоге, не только активно используются в странах постсоветского пространства, но также экспортируются за рубеж, где пользуются повышенным спросом.
Вертикально-фрезерный станок 6Р12,6Р13
- Устройство вертикально-фрезерного станка
- Органы управления вертикально-фрезерного станка
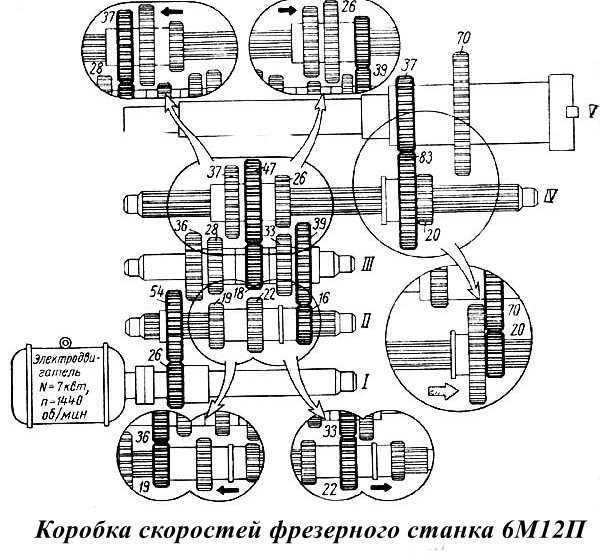
- Кинематическая схема вертикально-фрезерного станка
- Коробка скоростей вертикально-фрезерного станка
- Коробка подач вертикально-фрезерного станка
- Консоль вертикально-фрезерного станка
- Техническая характеристика вертикально-фрезерного станка
Вертикально-фрезерный станок моделей 6р12,6р13 предназначен для выполнение разнообразных фрезерных работ любой сложности на деталях из стали, чугуна и цветных металлов. Он не менее популярен, чем фрезерно гравировальный станок с чпу. С применением делительной головки и поворотного стола, увеличиваются его технологические возможности, позволяющие обрабатывать наклонные плоскости, углы и зубчатые колеса. Применяется в условиях индивидуального и серийного производства.
6Р12Б и 6Р13Б – быстроходные станки, отличающейся особенностью этих станков является повышенный диапазон частоты вращения шпинделя, подач стола и увеличенная мощность электродвигателя главного движения.
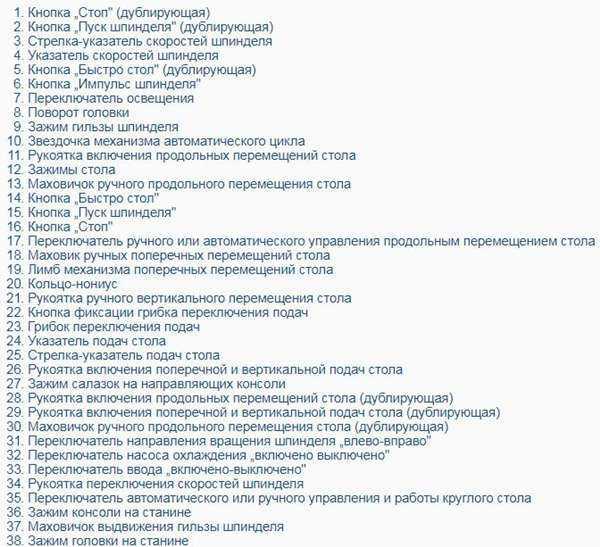
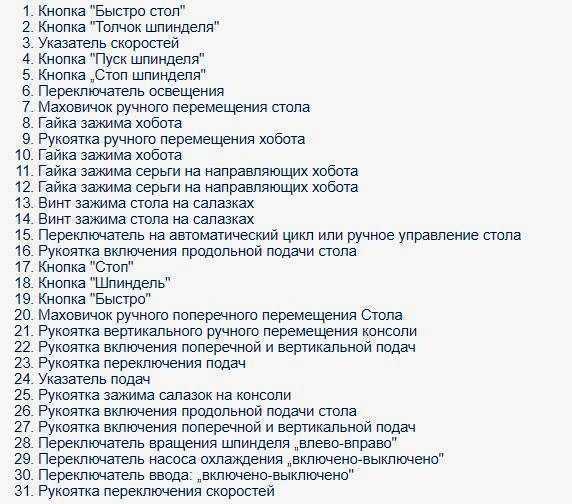
Органы управления вертикально-фрезерного станка моделей 6р12,6р13
- Кнопка “Стоп”;
- Кнопка “Пуск шпинделя”;
- Стрелка-указатель оборотов шпинделя;
- Указатель частоты вращения шпинделя;
- Кнопка “Быстрый стол”;
- Кнопка “Импульс шпинделя”;
- Освещение;
- Поворот головки;
- Зажим гильзы шпинделя;
- Механизм автоматического цикла;
- Включение продольных перемещений стола;
- Зажим стола;
- Продольное перемещение стола;
- Кнопка “Ускоренный стол”;
- Кнопка “Пуск шпинделя”;
- Кнопка “Стоп”;
- Ручное и автоматическое управление продольным перемещением стола;
- Ручное продольное перемещение стола;
- Механизм поперечных перемещений стола;
- Нониус;
- Ручное вертикальное перемещение стола;
- Фиксация грибка переключения подач;
- Грибок переключения подач;
- Указатель подач стола;
- Стрелка-указатель подач стола;
- Включение вертикальных подач стола;
- Зажим салазок;
- Включение продольных перемещений стола;
- Включение вертикальных подач стола (дублирующие);
- Ручное продольное перемещения стола (дублирующие);
- Переключения направления вращения шпинделя;
- Включения насоса охлаждения;
- Переключатель ввода;
- Переключение скоростей шпинделя;
- Автоматическое и ручное управления работой круглого стола;
- Зажим консоли;
- Выдвижение гильзы с шпинделя;
- Зажим головки;
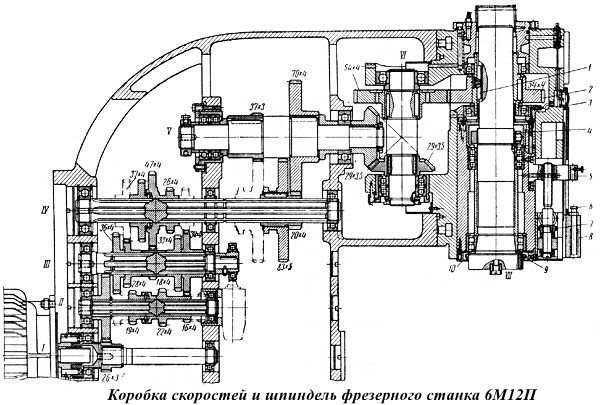
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Особенности
Универсальные станки отличаются своей многофункциональностью. Рациональным поступком будет приобретение одного универсального станка по дереву вместо нескольких специальных, что позволит сэкономить деньги и место в мастерской без ущерба для удобства работы.
Существует несколько видов универсальных деревообрабатывающих станков, чаще всего на одной раме объединяют:
- дисковую (циркулярную) пилу;
- фуганок;
- сверло или фрезу.
Промышленность предлагает различные варианты комбинированных станков, домашнему мастеру не составит особого труда выбрать то, что максимально соответствует его запросам.
Станок 6Р12 – где купить, оплата, доставка, гарантия
Цена на консольно-фрезерный станок модели 6Р12 указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 6Р12 несложно – достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа вертикального фрезерного станка по металлу 6Р12 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия и прописанный в Договоре поставки. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не оговаривается и не указывается в Договоре поставки. Гарантия на вертикально-фрезерный станок 6Р12 после капремонта – 6 мес., на новые аналоги – 12 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам станочного оборудования!
Если Вам необходимо купить Вертикально-фрезерный станок по металлу 6Р12 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Вертикально-фрезерный станок по металлу 6Р12 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Особенности разборки и сборки станка 676П при ремонте
Периодически, в соответствии с графиком планово-предупредительных ремонтов, станок необходимо разбирать для текущего, среднего и капитального ремонтов в следующем порядке:
- отключить станок от электросети;
- снять принадлежности (вертикальную головку, стол и др.)
- снять хобот шпиндельной бабки;
- вывести шпиндельную бабку из своих направляющих, для чего:
- снять упоры 14 (рис.

- снять болты и конические штифты крепления кронштейна 13 винта 12
- освободить клин в станине и движением вперед вывести бабку из направляющих;
снять маховик 7 (рис. 9), а затем задний кожух 6, приводные клиновые ремни и цепи, освободив для этого натяжные звездочки 12; демонтировать вал привода коробки скоростей, создавая этим возможность для свободного снятия коробки скоростей, а затем вал, связанный с коробкой подач; извлечь из станины коробку скоростей, предварительно сняв винты и штифты крепления фланца коробки; снять крышку на станине со стороны, противоположной стороне крепления коробки подач, отделить насос от корпуса коробки, а затем, освободив крепежные винты и штифты, вынуть коробку подач; разобрать основной рабочий стол (рис. 7), для чего:
- освободить приставные опоры винта
- вывернуть винт из ходовой гайки
- освободить клин 5
- вывести рабочий стол из горизонтальных направляющих суппорта
снять суппорт со станины, освободив клин 23 (рис. 7) вращением маховика 18, поднять суппорт вверх до выхода винта 2 из ходовой гайки. Суппорт снимать со станины подъемником. Систему охлаждения и электрооборудование снимать по мере надобности.
Дальнейшую разборку узлов следует производить по чертежам общих видов узлов, приведенным в руководстве.
Разобранные детали следует тщательно промыть керосином или уайт-спиритом и насухо протереть. На невращающихся втулках необходимо сделать метки, определяющие их положение до разборки. Это обеспечит их соосность.
Сборку после ремонта нужно производить в порядке, обратном разборке.
При сборке следует обратить внимание на регулирование подшипников качения (избегать излишних натягов, способных вызвать перегрев подшипников). При капитальных ремонтах, шлифовании или шабровке направляющих нужно помнить, что правильное положение ходовых винтов определяется компенсаторами, толщина которых устанавливается в процессе сборки
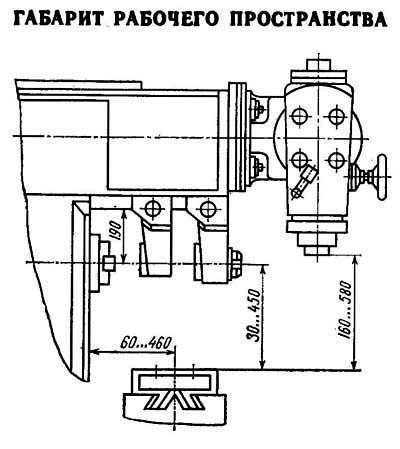
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности
Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
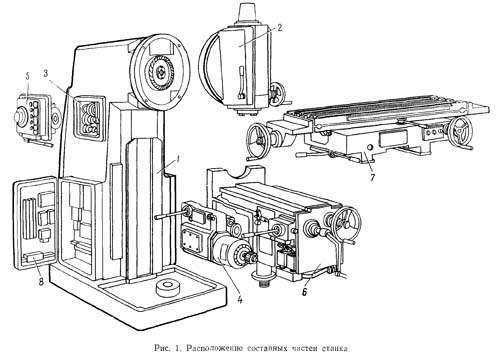
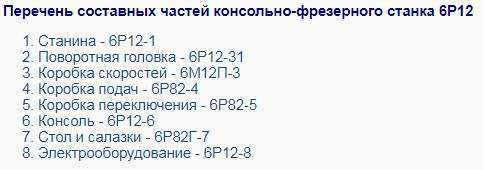
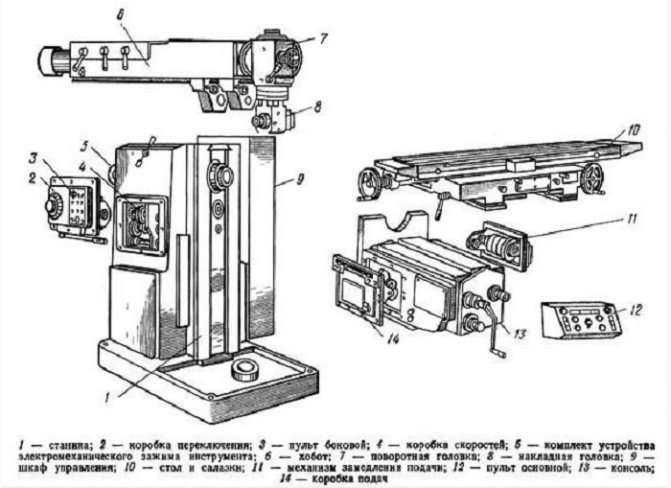
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
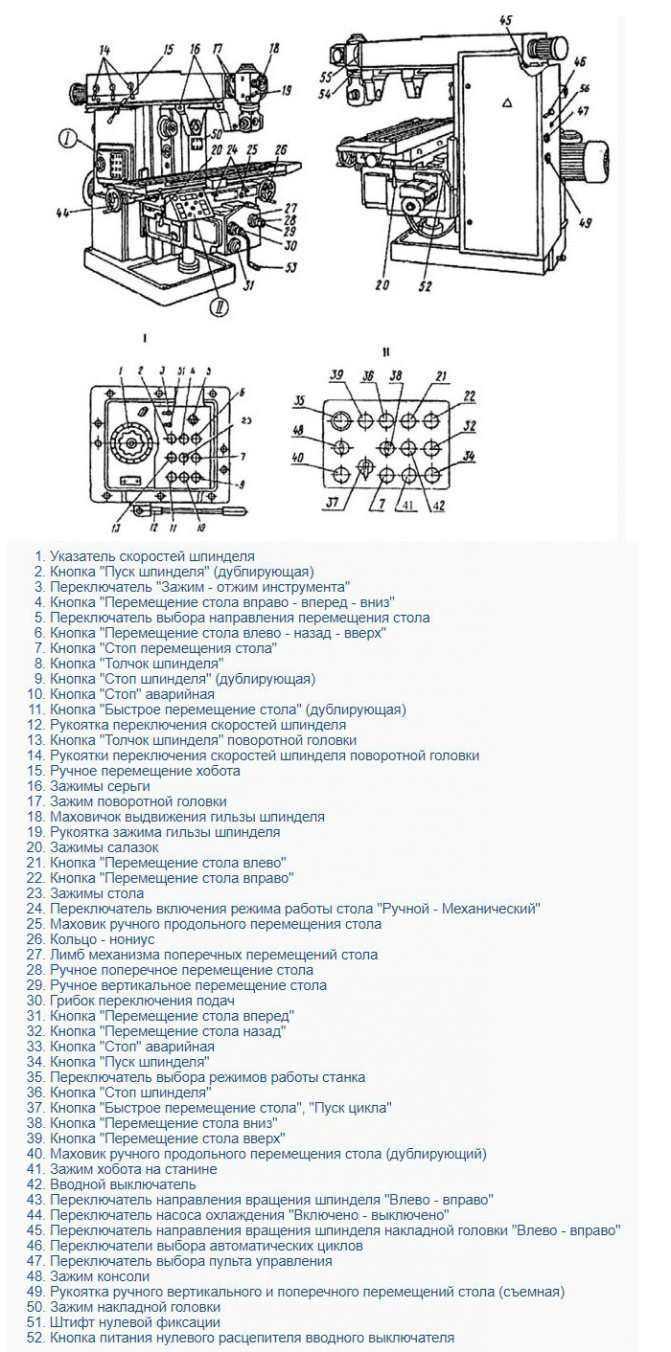
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
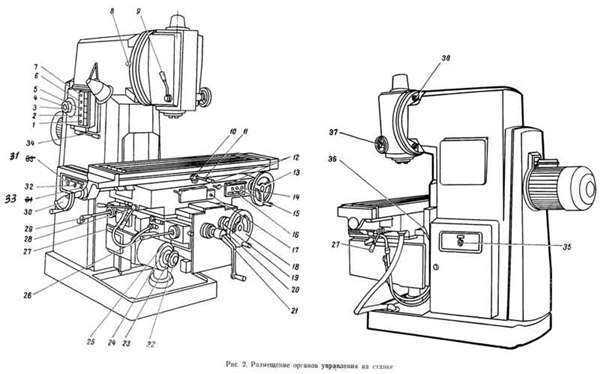
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

https://www.youtube.com/watch?v=sEHeY6BzGNE
Дополнительные технические характеристики, аналоги
У устройства есть следующие аналоги, соответствующие исходнику по кинематике, техническим характеристикам:
- Модели от китайского предприятия Shandong Weida с номером X5040 и X
- Белорусский комбинат из Гомеля выпускает изделия FSS350VR.
- Дмитровский российский завод предлагает варианты станков 6K12 и 6Д12.
- Болгарские конструкции FV321M.
На базе станка, описанного выше, создавалось оборудование других видов. Комбинации почти ничем не отличаются друг от друга.
- 6Р13РФЗ. Снабжается револьверной головкой, управляется числовым программным комплексом.
- 6Б12, 6М12, 6Р12.
- 6М12П. Агрегат с повышенной точностью, производство начато с 1961 года.
- 6Е12 и 6Е12-1. К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
- 6М12ПБ.
Расположение и перечень органов управления консольно-фрезерным станком 6М82
Управление установкой осуществляется с помощью переключателей. На единой панели есть три переключателя:
- Для вращения шпинделя.
- Для насоса охлаждения.
- Для ввода.
В левый бок станины инсталлирован отдельный узел для регулировки скоростей. Величина, показанная на лимбе, означает вращения шпинделя. Рядом расположено плато с кнопками. Три из них регулируют работу шпинделя («пуск», «стоп» и «толчок»). Четвертая носит название «Быстрый стоп», пятая – включатель местного освещения.
Под лимбом установлена рукоятка, которая переключает скорости. Последовательность действий такова:
Система управления коробки подач (слева от консоли) включает лимб с показателями подач стола, а также переключающий грибок.
На станке предусмотрены рукоятки и маховик для передвижений стола и консоли вручную. Есть также механическое управление подачей вдоль и поперек рабочей платформы. Быстрый поворот стола возможен после того, как включилась механическая подача, и нажата кнопка «быстро стоп».
О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.

При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.

Указания по обслуживанию электрооборудования
Надежность и долговечность работы электрооборудования станка обеспечивается правильной эксплуатацией и надлежащим уходом.
Систематические технические осмотры и чистка электрооборудования от загрязнений являются обязательными.
Технические осмотры магнитных пускателей, реле и аппаратов защиты производить не реже одного раза в месяц
При осмотрах особо обратите внимание на правильное функционирование подвижных частей аппаратов, надежность крепления резъемных контактных соединений и крепежа аппаратов. Проверьте контактные системы электроаппаратов, при необходимости зачистить от нагара и отрегулировать
Технические осмотры аппаратов ручного управления, трансформаторов, конденсаторов, резисторов и других неподвижных аппаратов производите не реже одного раза в шесть месяцев. При осмотрах проверьте надежность креплений, состояние цепей заземления. У трансформаторов проверьте величину сопротивления обмоток, которая должна быть не менее 0,5 Мом, измеренная мегомметром при напряжении 1000 В.
Периодичность осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца. При осмотрах электродвигателей необходимо очистить их от загрязнений, проверить надежность заземления и соединения с приводным механизмом.
Периодичность профилактических ремонтов электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в год или 4000 часов работы. При профилактическом ремонте производится разборка электродвигателя, внутренняя чистка и замена смазки подшипников. Перед набивкой свежей смазкой подшипники необходимо промыть бензином, камеру заполнить свежей смазкой на 2/3 ее объема. Рекомендуемые смазки для подшипников приведены в табл.8.
Схемы электрические принципиальные станка показаны на рис.2, 3.
Схемы электрические соединений станка, консоли, основного пульта, станции управления показаны на рис. 4…7.
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш Электрооборудование фрезерных станков 6Т82Г-29, 6T82-29, 6T12-29, 6Т82Ш-29, 6Т83Г-29, 6T83-29, 6T13-29, 6Т83Ш-29
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Электрооборудование фрезерных станков Дмитровского станкозавода, ДЗФС
Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
Электрооборудование фрезерных станков 6Н11, 6Н81, 6Н81Г, 6Н81А
Конструкция основных узлов консольно-фрезерного станка 6Т12
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Т13-1
Поворотная головка (рис. центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Т12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
3 Станина и консоль консольно-фрезерного станка
Базовым узлом станка является его станина. Она предназначена для монтажа на ней остальных механизмов и рабочих узлов агрегата. Станина характеризуется:
- большим количеством ребер;
- развитым трапецеидальным (по высоте) сечением;
- высоконадежным основанием.

Внутри станины размещается коробка скоростей, спереди находится поворотная головка (устанавливается на направляющих круглой формы), консоль смонтирована на вертикальных направляющих. Главный узел выполнен с основанием раздельно. При помощи болтов эти две составляющие соединяются друг с другом.
С правой стороны станины имеется доступ (через закрытое накладкой окно) к коробке скоростей и насосу, подающему смазочный состав, с левой – к регулятору скоростей. Отметим, что основание станка выполняет функцию емкости для охлаждающего состава. При необходимости слива данной жидкости оператор должен открыть отверстие, расположенное в задней части основания.

К базовым узлам относят и консоль агрегата. Она соединяет в одну систему цепи передач оборудования, а также осуществляет распределение движения на разные виды подач. В нижней передней части этого составляющего элемента станка находится двигатель подач. Он посылает движение на шестерни консоли через коробку подач.
На консоли есть доступ к органам управления агрегата. На левой ее стороне, например, установлена рукоятка с пятью разными положениями, которая включает поперечные и вертикальные подачи.
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

Конструкция и комплектация
Все технические характеристики, которые делают станок широкоуниверсальным и популярным для различных видов производств, обусловлены его конструктивными особенностями.
Масса и габаритные размеры
Станок отличается крупными габаритами. Его масса составляет 4440 кг. Габаритные размеры агрегата в см:
- длина – 257;
- ширина – 225.2;
- высота – 204.
Расположение составных частей
Этот агрегат относится к металлорежущим станкам повышенного класса точности. Основной сборочной единицей, на которой крепятся все детали от станка и механизмы является станина. По ее вертикальным направляющим перемещается консоль, а по горизонтальным – хобот.
С левой стороны расположена планка с кулачками, которая ограничивает ход консоли. с правой стороны станины расположена станция управления. Непосредственно в корпусе станины вмонтирована коробка скоростей горизонтального шпинделя. Также к основным механизмам относятся:
вертикальная инструментальная головка;
- гидросистема;
- электрический привод;
- основной рабочий стол;
- поворотный хобот.
Имеется и дополнительная комплектация данного станка, в которую входит: делительная головка, накладной рабочий стол и механизм для выбора зазоров.
Органы управления
Станок включает в себя несколько основных узлов для управления. К ним относятся:
- несколько различных кнопок для пуска, остановки и поворота шпинделя;
- орган управления для перемещения стола вверх, вниз, влево и вправо;
- кнопка для толчка шпинделя у поворотной головки;
- зажимы для стола и салазок;
- переключатель автоматических циклов;
- переключатель для насоса охлаждения;
- ручки для перемещения стола поперек и вертикально.
Частота вращения шпинделя зависит от пути передвижения блоков с зубчиками по шлицевым валам.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.

